
Quel estle coût réel du temps d'arrêt lorsqu'une unité de récupération des vapeurs (URV) ou une unité de combustion des vapeurs (UCV) subit une défaillance catastrophique ? Aujourd'hui, ce coût peut être inacceptable. La plupart des pompes peuvent être réparées ou le charbon remplacé en quelques jours, mais la perte du cerveau de votre système - le contrôleur logique programmable (PLC) - peut avoir un impact sur les opérations pendant beaucoup plus longtemps. Les États-Unis connaissent des problèmes importants et parfois sans précédent en ce qui concerne les composants des automates programmables. Les équipements PLC deviennent rapidement obsolètes et, dans certains cas, ne sont plus pris en charge. Dans ce contexte, il est essentiel de prendre des mesures pour éviter une panne majeure qui pourrait entraîner des jours, voire des semaines, d'immobilisation de l'équipement.
Brève histoire des automates programmables
Le secteur automobile a été le premier à déployer des automates programmables dans ses opérations. Avant les API, la plupart des commandes d'équipement étaient basées sur des relais et une logique de temporisation. L'espace dans les armoires de commande était très limité, les réglages de séquençage étaient limités et manuels, et toute modification de la fonction du système nécessitait généralement des mises à jour importantes de la conception.
Avec l'introduction des automates programmables, l'encombrement du matériel est devenu moins important et les modifications majeures ou mineures du fonctionnement des systèmes ont pu être mises en œuvre rapidement. Les automates sont devenus la norme industrielle pour le contrôle des machines. Presque tous les équipements électromécaniques sont aujourd'hui alimentés par un API ou un autre.
Comme dans la plupart des industries, l'équipement original de contrôle des émissions pétrochimiques utilisé dans les raffineries et les terminaux était contrôlé par des relais logiques. Au milieu des années 1980, les VCU ont commencé à être intégrées à des contrôleurs logiques de type PLC. Dans les années 1990, les fabricants d'équipements ont commencé à standardiser les contrôleurs PLC de type General Electric (GE) et Allen Bradley (AB) en raison de leur faible encombrement et de leur simplicité d'utilisation.
Les premiers automates utilisés dans les équipements de contrôle des vapeurs étaient deux modèles GE, suivis par des automates de modèle AB à la fin des années 1980 et au début des années 1990. Les fabricants d'équipements ont rapidement commencé à intégrer des API dans la plupart des équipements de contrôle des vapeurs. Comme c'est le cas pour la plupart des technologies, les contrôleurs ont continué à s'améliorer rapidement et, entre le début et le milieu des années 2000, les versions initiales étaient déjà abandonnées.
L'abandon de ces produits a suscité de graves préoccupations opérationnelles, car le maintien de la disponibilité des équipements de contrôle des émissions dépend fortement de la capacité des automates programmables (PLC) qui les font fonctionner à tenir le coup et à bénéficier d'une assistance à l'avenir.
L'état actuel des automates
Les équipements de contrôle des vapeurs d'aujourd'hui sont équipés de nouveaux systèmes de contrôle des émissions dotés d'une technologie de contrôle électronique encore plus sophistiquée. Les informations fournies par des dispositifs tels que les moniteurs d'émissions en continu (CEMS) sont constamment enregistrées à des fins de documentation et de maintenance. En outre, les processus du système sont continuellement examinés et ajustés automatiquement par le système de contrôle pour permettre à l'équipement de s'adapter aux différents changements dans l'opération. Les opérateurs s'appuient plus que jamais sur les données collectées par les automates programmables.
En raison des récentes perturbations de la logistique, des opérations de fabrication et de la production, l'industrie constate des retards considérables dans les livraisons de composants PLC nouveaux et de remplacement, ainsi qu'une prise en charge beaucoup plus lente de cette nouvelle technologie de contrôle.
Les unités abandonnées et leur matériel associé, comme les modèles d'automates programmables fabriqués avant le début des années 1990, sont de plus en plus difficiles à trouver. La plupart des fournisseurs ne vendent plus les anciens modèles parce qu'ils savent que ces contrôleurs ne sont plus fabriqués. De ce fait, la possibilité de subir des temps d'arrêt importants ou des pannes dues à un problème d'automate programmable a considérablement augmenté.
Zeeco recommande à tous les clients de faire l'inventaire de l'automate programmable actuel qui contrôle leur équipement. Les opérateurs devraient demander l'aide de leurs équipes de maintenance internes ou d'autres fournisseurs de services de vapeur, tels que Zeeco, pour documenter les numéros de pièces des composants de l'automate, localiser les pièces de rechange essentielles pour leur système et s'assurer qu'ils disposent d'une copie de sauvegarde du programme de l'automate qui fait fonctionner chaque système. De nombreuses pièces, même celles qui ne sont plus utilisées, sont parfois encore disponibles sur l'internet, mais l'approvisionnement de cette manière peut être peu fiable. Ces pièces provenant d'Internet ( ) peuvent être usagées, non emballées ou faire partie d'un ancien stock, ce qui comporte des risques. Étant donné le grand nombre de variétés d'unités centrales, de modules d'entrée et de modules de sortie, il est pratiquement impossible pour la plupart des fournisseurs de disposer d'un stock disponible dans un délai très court. La perte d'un seul composant d'automate peut faire la différence entre une heure et plusieurs jours d'immobilisation.
Quelle est la prochaine étape ?
Si la réduction des temps d'arrêt est un objectif essentiel, il convient d'envisager la mise à niveau des systèmes PLC vers une technologie plus récente et plus fiable et de disposer de modules PLC de rechange. Au minimum, il convient de se procurer les pièces de rechange nécessaires pour gérer les situations de temps d'arrêt auprès d'un fournisseur fiable.
Les fabricants peuvent fournir une assistance pour le programme PLC d'un système ou, dans de nombreux cas, envoyer un technicien sur place pour sauvegarder un programme PLC en vue de besoins futurs. Quel que soit le fabricant, un expert en contrôle qualifié peut aider à déterminer la meilleure solution. Le remplacement d'une unité existante par une technologie plus récente est également une option.
Zeeco recommande une expérience clé en main pour ce type de projet important. La prévention des temps d'arrêt étant un objectif primordial, la recherche d'un fournisseur capable d'aider à la conception et à la préfabrication de l'automate de remplacement est la meilleure ligne de conduite à adopter. Il est important de protéger le site contre le risque d'un équipement qui n'est plus pris en charge, tout comme il est important de modifier les terminaux pour améliorer le fonctionnement et les performances du système.
Si le projet d'équipement PLC est un remplacement en nature, les mises à niveau peuvent être réalisées avec une journée d'arrêt seulement si elles sont planifiées de manière appropriée. Si le site envisage des mises à niveau susceptibles d'améliorer considérablement les fonctionnalités, de réduire la consommation d'énergie ou d'améliorer la collecte de données, des jours d'arrêt supplémentaires peuvent être nécessaires. Pour les mises à niveau plus importantes des contrôles, le site peut envisager un système de secours, comme la location d'un système de contrôle des vapeurs, pour maintenir les opérations pendant ces modifications. Zeeco peut proposer plusieurs options de location d'équipement pour permettre au site de maintenir ses opérations en conformité pendant que les réparations sont effectuées.
Lorsque l'on envisage de mettre à niveau un automate, il est important de garder à l'esprit qu'une technologie plus récente peut faire bien plus que simplement protéger contre les temps d'arrêt. La mise à niveau vers un automate plus récent peut également rendre le système plus intelligent. Dans cette nouvelle ère de mandats environnementaux, sociaux et de gouvernance (ESG), un automate plus récent peut soutenir des opérations plus intelligentes qui réduisent la consommation d'énergie et le temps de fonctionnement de l'équipement. La collecte de données pour la maintenance prédictive, la surveillance des émissions, l'économie d'énergie et l'interaction avec l'opérateur sont autant d'avantages offerts par les nouveaux API. Ils peuvent même fournir des données d'alerte précoce pour prévenir les pannes critiques, ainsi que des instructions pour l'opérateur et des données d'identification des pièces. Les anciennes URV à anneau liquide (systèmes au glycol) peuvent être facilement adaptées à la technologie des pompes à vide sèches. La surveillance continue des émissions permet d'enregistrer et de protéger facilement les données. Les contrôles plus récents permettent également d'apporter d'autres modifications à l'équipement qui augmenteront la capacité globale du système à réduire les émissions et l'empreinte énergétique de chaque installation.
Comment savoir si une mise à niveau est nécessaire
Si l'automate de l'unité de contrôle des vapeurs d'un site a été développé et installé avant le début des années 1990, le site doit envisager de prendre des mesures pour identifier et localiser le matériel de soutien, ou envisager un remplacement complet par une technologie plus récente et mieux prise en charge.
Principales considérations :
- Depuis que ces unités ont été installées pour la première fois, les logiciels ont été constamment améliorés, ce qui a entraîné la création de plusieurs versions chaque année. De nombreuses équipes d'assistance à l'automatisation peuvent ne pas disposer de la version logicielle spécifique de l'automate du site. Il est donc essentiel de connaître cette version et de savoir si le fournisseur de services de maintenance choisi par le site la prend en charge. S'il ne la prend pas en charge, le site risque de subir de longs temps d'arrêt.
- Tout comme les connecteurs de téléphones portables, les anciens connecteurs d'automates sont parfois difficiles à localiser. Au fil des ans, des modifications et des améliorations ont été apportées à ces connecteurs, de sorte que la connexion à un ancien automate peut être limitée par le fait de disposer des câbles corrects pour accéder au programme.
- Avec le départ à la retraite des ingénieurs en automatisation les plus âgés, le nouveau personnel risque de ne pas être familiarisé avec l'ancienne technologie. Il sera difficile d'assurer un soutien à long terme pour les anciens équipements.
- Les considérations ESG et les autorités réglementaires évolueront beaucoup plus rapidement dans les années à venir, de sorte que le respect des règles est essentiel pour continuer à réduire les émissions nocives de tous types.
- La nouvelle programmation dispose de types de données définis par l'utilisateur (UDT). Ces UDT normalisent les blocs et les données. Les UDT facilitent la standardisation des styles de programmation. La standardisation de la programmation optimise le temps de programmation et réduit l'apparition de problèmes de programmation.
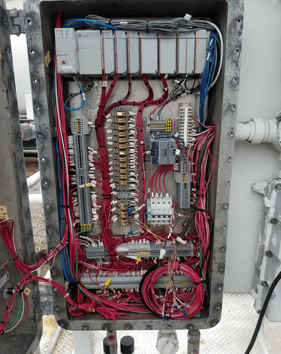
Figure 1. Avant : Unité PLC d'un modèle plus ancien dans une application VRU

Figure 2. Après : Passage à un automate programmable moderne dans un nouveau panneau, hors zone classée. L'ancien panneau de contrôle a été utilisé comme boîte de jonction.
Conclusion
Il existe trois façons de remplacer un automate abandonné par une nouvelle version.
Il existe de nouveaux automates qui disposent d'options de conversion pour mettre à niveau l'unité centrale tout en utilisant les cartes d'E/S existantes ou nouvelles. Les bras pivotants de câblage fonctionneront avec le nouveau composant, de sorte qu'il n'est pas nécessaire de recâbler complètement le panneau. Le nouveau rack peut être préconstruit et testé avant d'être installé dans un panneau de contrôle existant.
La préfabrication d'un nouveau panneau arrière avec le nouveau matériel PLC et les terminaisons conçues pour s'adapter à un panneau de contrôle existant permet un échange rapide. La déconnexion de la source d'alimentation et du câblage associé permet de retirer la plaque arrière du panneau de contrôle d'origine, et la nouvelle plaque arrière pré-construite (dans certains cas pré-câblée) avec le nouveau matériel PLC peut être insérée et connectée rapidement. Le nouvel automate peut être préchargé avec une programmation similaire ou améliorée pour faire fonctionner l'unité.
Si le panneau de contrôle existant est limité en espace, s'il est usé ou si le site souhaite déplacer le panneau de contrôle dans une zone de classification électrique différente (par exemple, d'une zone de classe 1 Div 1 à une zone non dangereuse), le site peut envisager un panneau de contrôle entièrement nouveau. La mise à niveau de tous les composants auxiliaires est le meilleur moyen de prévenir les défaillances futures. Bien qu'il s'agisse d'une approche plus laborieuse que l'utilisation d'un kit de conversion, le recâblage permet une rupture nette et complète avec l'ancien matériel PLC. Cette approche offre une plus grande flexibilité pour l'avenir et facilite l'accès et l'espace pour l'expansion qui pourrait être nécessaire pour ajouter plus de technologie et de contrôles. Cette option présente d'autres avantages, car le site remplacera le câblage ancien ou fragile sur le patin. Pour éviter les temps d'arrêt pendant le changement, un système de location peut être déployé qui maintiendra les opérations en conformité.