
L'industrie du GNL répond à divers besoins allant de la production d'électricité à la matière première pour la production d'hydrogène, en passant par une alternative propre pour le transport. À mesure que l'industrie se développe, les développements technologiques tout au long de la chaîne de valeur du GNL sont essentiels pour soutenir cette croissance.
Dans une installation de liquéfaction typique, le gaz naturel est liquéfié à -259˚F (-162˚C). Le GNL obtenu occupe 1/600e du volume du gaz naturel, ce qui permet de le transporter plus efficacement vers les principaux marchés où le gaz naturel ne serait pas facilement disponible. En outre, le GNL est essentiel pour livrer du gaz naturel dans des endroits éloignés sans accès aux gazoducs.
L'industrie du GNL est composée de divers secteurs qui constituent la chaîne de valeur du GNL, notamment la production de gaz naturel, les installations de liquéfaction, le transport et l'expédition, le stockage et la regazéification. Nombre de ces installations nécessitent un système de torche pour traiter les flux de déchets dus à la maintenance, aux perturbations du processus ou aux secours d'urgence.
Le système de torche est conçu pour brûler en toute sécurité ces flux de déchets afin de réduire l'impact environnemental des installations. La combustion efficace du méthane produit dans une installation typique est importante car le méthane non brûlé a un potentiel de réchauffement global (PRG) de 25, comparé à celui de l'un des produits de combustion, le dioxyde de carbone, qui a un PRG de 1. En général, ces torchères sont conçues pour traiter efficacement uniquement les flux de déchets gazeux. L'API 521 stipule : "Les grosses gouttelettes de liquide et la charge de liquide peuvent provoquer de la fumée, des gouttelettes de liquide (brûlant ou non) libérées par la torchère, ou des dommages mécaniques."
Le brûlage à la torche présente une multitude de défis de conformité, tels que le respect des exigences autorisées en matière d'émissions visibles, la satisfaction des exigences en matière de bruit et de rayonnement, et les défis liés aux installations - comme l'allocation d'un espace adéquat pour le système de torche et sa zone stérile. L'accès à une zone stérile est restreint en raison des niveaux excessifs de rayonnement de flamme ou de bruit. En outre, la torchère doit être conçue pour fonctionner dans toute la gamme prévue de scénarios de capacité de décharge. Dans les systèmes de torchage de gaz typiques, les flux de traitement liquides, tels que ceux d'une installation de GNL, doivent d'abord être vaporisés ou séparés à l'aide d'une forme de tambour d'abattage avant d'envoyer le flux gazeux vers la torche. Cela peut introduire une complexité et un coût supplémentaires dans le système.
Comme nous le verrons dans la suite de cet article, Zeeco a conçu et testé une torchère qui traite efficacement les flux de déchets liquides et offre ainsi plusieurs avantages, tels que la réduction des coûts de l'installation, l'amélioration de la sécurité de l'usine et du personnel, et la réduction de l'impact sur l'environnement.
Succès des essais en grandeur nature
En réponse à la demande d'un client qui souhaitait un système de torche capable de traiter des flux de déchets liquides, Zeeco a mis au point un système de torche à atomisation sous pression et a effectué un test grandeur nature en utilisant du GNL à son siège de Broken Arrow, dans l'Oklahoma, aux États-Unis. Cet essai a été couronné de succès et a ouvert la voie à de nombreuses nouvelles possibilités et applications pour cette technologie dans l'industrie du GNL.
Le GNL a été livré à Zeeco dans une remorque à double paroi isolée sous vide, qui a ensuite été connectée au collecteur de la torche d'essai. La pompe embarquée de la remorque a envoyé le GNL à la torche à travers le collecteur et la torche en acier inoxydable. La température et la pression du flux de déchets ont été enregistrées afin de déterminer la phase (gaz, biphasé, liquide). Au début des essais, lorsque le collecteur de la torche était à la température ambiante, le flux de déchets était gazeux. Au fur et à mesure que le collecteur se refroidissait, le flux de déchets passait à une phase biphasique, puis à une phase liquide, tout en maintenant une flamme stable et sans fumée tout au long du processus. Il est important de noter que la conception de la torchère a démontré une combustion efficace dans toute la gamme des conditions d'exploitation. L'embout de la torchère a résisté à des conditions extrêmes et à des cycles thermiques au cours de plusieurs essais préliminaires, puis au cours d'essais finaux effectués par le client, sans aucun dommage mécanique. Afin d'obtenir la conception la plus robuste de torche liquide, Zeeco a utilisé une pièce moulée pour réduire le nombre de soudures dans la zone affectée thermiquement et pour répondre aux exigences d'atomisation mécanique.
Considérations sur la conception
Le principal problème posé par une torche à liquide est qu'elle peut produire un jet de liquide en combustion qui peut atteindre le sol et créer un risque pour la sécurité. Une atomisation efficace du flux de déchets liquides résout ce problème en divisant le flux liquide en petites gouttelettes, augmentant ainsi la surface du liquide et le taux de combustion. La tension superficielle, la viscosité et la densité sont les principales propriétés des fluides qui influencent la taille des gouttelettes de liquide et les caractéristiques de la pulvérisation. Le système de torche est modélisé afin de s'assurer qu'une atomisation appropriée induite par la pression est obtenue pour les propriétés d'un flux de déchets donné.
L'atomisation par pression signifie que l'atomisation est générée par l'énergie du flux de déchets lui-même et ne nécessite pas de milieu d'atomisation tel que la vapeur ou l'air comprimé. Une autre méthode d'atomisation courante est l'atomisation par gaz à haute pression. Dans ce cas, le fluide est brisé en petites gouttelettes par l'injection d'air, de vapeur ou de gaz naturel dans le flux de liquide. Le principal avantage de l'atomisation sous pression est qu'elle peut fonctionner sans nécessiter de services publics supplémentaires ni d'infrastructure correspondante, ce qui permet de réduire les coûts d'investissement et d'exploitation associés au système de torche.
La stabilité de la flamme est essentielle à la sécurité du fonctionnement d'une torchère et à la destruction correcte des flux de déchets. Une flamme stable signifie que la torche reste allumée tout au long des conditions opérationnelles et environnementales. Les flux de déchets pauvres (c'est-à-dire à faible pouvoir calorifique) et/ou une vitesse de sortie élevée des flux de déchets sont des causes typiques d'une flamme instable. La perte de stabilité de la flamme peut entraîner des flux de déchets non brûlés, des impacts négatifs sur l'environnement et des problèmes de sécurité. Le système de torche à liquide atomisé sous pression développé pour cette application utilise des mécanismes propriétaires Zeeco pour assurer une flamme stable. La section 5.7.2.4 de l'API 521 décrit diverses observations permettant de déterminer la stabilité de la flamme (un bruit de martèlement à basse fréquence est associé à une flamme instable car le front de flamme est pulsé). D'après les observations visibles et audibles enregistrées pendant les essais, le système de torche a maintenu une flamme stable pendant la transition entre le gaz naturel et le gaz naturel/liquide biphasé, puis le GNL sous-refroidi.
Avantages supplémentaires
Les développements dans les systèmes de torche peuvent offrir une multitude d'avantages lors de la construction d'une nouvelle installation ou de la modernisation d'une installation existante. Un sujet qui nécessite une attention particulière est le bruit généré par les équipements. Les soufflantes, les compresseurs, les sécheurs d'air, les appareils de chauffage, les torchères et d'autres sources contribuent tous aux niveaux sonores professionnels qui doivent être pris en compte pour garantir l'utilisation d'équipements de protection individuelle et de signalisation appropriés lorsque cela est nécessaire. Dans certains cas, la hauteur de la torche ou le rayon stérile autour de la torche sont déterminés par les limites de bruit ; par conséquent, la réduction du niveau de bruit de la torche est un grand avantage pour la santé des travailleurs et une opportunité potentielle d'économie.
En fait, l'OSHA a signalé que "le bruit fort peut créer un stress physique et psychologique, réduire la productivité, interférer avec la communication et la concentration, et contribuer aux accidents et aux blessures sur le lieu de travail en rendant difficile l'audition des signaux d'avertissement". La réduction de la pollution sonore, en particulier dans les zones densément peuplées, peut contribuer à maintenir des relations positives avec les entreprises et les communautés voisines, ce qui donne une bonne image de l'installation. ZeecoIl a été prouvé que les technologies de torchage de liquides de la Commission européenne permettent d'éliminer en toute sécurité les flux de déchets tout en générant moins de pollution sonore que le torchage de gaz traditionnel, ce qui se traduit par une réduction immédiate du bruit de l'installation et des avantages potentiels pour la communauté à plus long terme.
Le bruit généré par un scénario de torche peut être divisé en deux catégories : le bruit de combustion et le bruit de jet. Le bruit de combustion est causé par les expansions et les contractions des produits de combustion dues aux variations locales du dégagement de chaleur dans la flamme. Ces expansions et contractions génèrent des ondes de pression qui sont perçues comme un bruit par l'oreille humaine. Le bruit de jet (c'est-à-dire le bruit d'évent) est dû à une augmentation de la vitesse du fluide à travers un orifice. Le bruit de jet peut être caractérisé par un bruit de turbulence, c'est-à-dire des pulsations dans le flux d'écoulement causées par la turbulence, et par un bruit d'onde de choc lorsque la vitesse de sortie atteint la vitesse sonique (c'est-à-dire que l'écoulement s'étrangle) à la sortie de la torche.
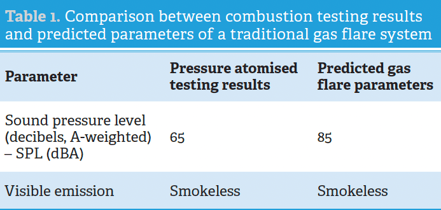
L'avantage des torchères à liquide réside dans le fait que les liquides ont des vitesses soniques beaucoup plus élevées que les gaz. Par exemple, la vitesse du son dans le méthane est de 925 ft/sec. (à -259˚F) alors que dans le méthane liquide, elle est de 4658 ft/sec. (à -274˚F). En outre, les liquides ont une densité plus élevée que les gaz, ce qui signifie que la vitesse de sortie des liquides est inférieure pour un même débit massique. Compte tenu de la vitesse sonique plus élevée des liquides et de la vitesse de sortie plus faible pour un débit massique donné, les systèmes de torche à liquides génèrent un bruit de jet minimal. Ceci a été confirmé par les tests de torche effectués par Zeeco, qui ont montré que la torche liquide atomisée sous pression produisait significativement moins de bruit qu'une torche gazeuse au même débit massique. Le tableau 1 présente une comparaison entre les résultats des essais sur les liquides atomisés sous pression et les résultats prévus d'un système de torche à gaz traditionnel.
Une autre considération pour les installations est l'encombrement de l'équipement et les coûts associés à l'équipement tels que la tuyauterie, les supports et autres articles auxiliaires. Par exemple, la réduction du diamètre des tuyaux présente de nombreux avantages, notamment une diminution du poids total du matériel de tuyauterie, une réduction significative des exigences en matière de supports de tuyaux, une installation plus facile - du fait de la diminution du matériel à manipuler et de la réduction du nombre de soudures en raison de la réduction du diamètre des tuyaux - une diminution de la taille des éléments d'accompagnement (c'est-à-dire les vannes et les brides) et une réduction de l'empreinte globale de l'équipement. Les avantages de la diminution du diamètre des tuyaux s'appliquent également à la colonne montante de la torche qui peut atteindre plusieurs centaines de pieds de haut, avec des réductions de l'approvisionnement et de la zone de vent réduisant encore le coût d'investissement du système de torche. Comme mentionné précédemment, en raison de leur plus grande densité, les flux de déchets liquides peuvent utiliser des tuyaux de plus petit diamètre que les flux gazeux pour un débit massique donné.
Pour mettre en perspective ces économies potentielles, il est utile de comparer un système de GNL pour le brûlage de liquides et un système de GNL pour le brûlage de gaz. Avec un débit de 700 000 lb/h, le coût estimé d'un système GNL pour le brûlage de liquides est de 750 000 dollars. En revanche, le coût d'un système GNL pour le brûlage de gaz dans les mêmes conditions est estimé à 900 000 dollars. Ces coûts sont des estimations pour la fourniture du système de torchage uniquement et ne comprennent pas les économies réalisées grâce aux collecteurs et aux supports de collecteurs. Outre les économies de coûts d'investissement, les systèmes de torchage de GNL liquide atomisé sous pression peuvent réduire le bruit et le coût global de possession au fil du temps.
Conclusion
Les développements technologiques sont essentiels pour maintenir les progrès réalisés par l'industrie du GNL au cours des 50 dernières années, ainsi que pour alimenter son développement futur. Le système de torche à liquide atomisé sous pression pour le GNL, conçu et testé par Zeeco, est l'un des derniers développements contribuant à l'avancement de l'industrie, offrant une solution de torche pour le GNL capable de traiter le gaz naturel sous-refroidi de manière fiable dans des conditions d'exploitation cryogéniques sévères. Comme le GNL continue de gagner en popularité en tant qu'alternative propre et économique aux autres combustibles fossiles, d'autres progrès seront inévitablement réalisés, propulsant l'industrie du GNL vers ses prochaines étapes de développement.
Bibliographie
- 'Systèmes de décompression et de dépressurisation : API Standard 521', American Petroleum Institute, (2014).
- Gaz naturel liquéfié : Understanding the Basic Facts", Département américain de l'énergie, (août 2005).
- Thèmes relatifs à la sécurité et à la santé - Exposition au bruit en milieu professionnel - Effets sur la santé - Occupational Safety and Health Administration", Département du travail des États-Unis, www.osha.gov/SLTC/ noisehearingconservation/healtheffects.html.
- Atomization Concept and Theory, GRACO, wwwd.graco.com/ training/concept_and_theory/Atomization%20v2.pdf.
- VASILYEV, A, Y., et al., 'Classification of Atomization Devices', Journal of Physics : Conference Series, vol. 1359, (2019), p. 012131, doi:10.1088/1742-6596/1359/1/012131.
- Climate Change Connection, climatechangeconnection.org/ emissions/co2-equivalents/.
- BIES, D.A., et HANSEN, C.H., 'Engineering Noise Control Theory and Practice', Spon Press/Taylor & Francis, (2009).
Télécharger