Les coûts d'investissement élevés constituent un défi important pour les opérateurs de stockage qui doivent s'assurer que leurs anciennes unités de récupération des vapeurs sont conformes aux normes d'émission. La rénovation d'une unité de récupération des vapeurs est une solution rentable pour s'assurer que l'unité est conforme aux dernières réglementations.
Dans le monde entier, les systèmes de récupération des vapeurs sont monnaie courante dans les raffineries, les terminaux de distribution et les installations de stockage en réservoir. Ils assurent le transfert de produits allant de l'essence aux produits aromatiques tels que le benzène et les xylènes, et de plus en plus, le pétrole brut.
Lorsque des hydrocarbures sont transférés entre des navires, des trains, des camions-citernes et des réservoirs de stockage, une fraction du produit est généralement libérée sous forme de vapeur. Bien que cette fraction puisse être faible, le rejet cumulatif peut être substantiel en raison des grandes quantités de produit - typiquement 10 000m3 /h à 1000m3 /h - et des flux de vapeur plus élevés typiques des applications de chargement maritime. Si aucune technologie de contrôle des vapeurs n'est utilisée, les vapeurs sont libérées dans l'atmosphère, ce qui a un effet néfaste sur l'environnement, la santé et les infrastructures voisines.
La récupération des vapeurs de charbon actif (figure 1) reste la technologie préférée dans la plupart des applications, souvent désignée comme la meilleure technologie disponible (MTD). Ces systèmes offrent aux opérateurs un maximum de flexibilité, en traitant une vaste gamme de produits et en offrant un taux de réduction important, de 0 à 100 % du débit nominal et des concentrations d'entrée.
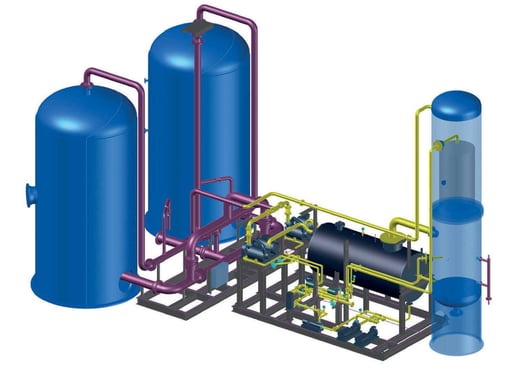
Figure 1. Une URV humide typique comprenant deux lits de carbone, deux pompes à vide à anneau liquide, un récipient séparateur de glycol et une colonne d'absorption.
Les législateurs du monde entier exigent continuellement des opérateurs et des concepteurs de systèmes une plus grande capacité de contrôle des émissions. Les exigences actuelles sont désormais fixées à 50 mg (HC) / Nm3 pour toute émission moyenne sur une heure dans certaines régions d'Europe. Naturellement, les fournisseurs de systèmes doivent s'adapter et développer des conceptions pour répondre à ces nouvelles réglementations et demandes. La législation sur la pollution de l'environnement restera toujours le moteur du développement de la technologie de récupération des vapeurs et de l'investissement en capital des opérateurs, en raison des importantes pénalités financières en cas de violation des exigences en matière d'émissions. Mais dans les situations où un investissement important n'est pas possible, quelles sont les options dont disposent les opérateurs pour faire face à une nouvelle réglementation ou à une augmentation du débit des terminaux ?
Il est impératif que les unités de récupération de vapeur soient correctement dimensionnées pour le débit de vapeur, la concentration de vapeur et les objectifs d'émission souhaités. Les unités plus anciennes peuvent ne pas être en mesure de faire face à l'augmentation des débits ou aux nouvelles réglementations. Une solution consiste à installer une nouvelle unité de récupération des vapeurs conçue spécialement pour réduire les émissions et augmenter la capacité ; cependant, ces unités ont un coût d'investissement élevé et des délais de mise en œuvre longs. Par ailleurs, il est souvent possible de rénover, de renouveler et de mettre à niveau les unités de récupération des vapeurs existantes sur place, ce qui permet de minimiser les coûts d'investissement, les délais et les temps d'arrêt de l'usine.
Les unités de récupération des vapeurs peuvent être révisées et améliorées de différentes manières, en fonction des besoins de l'utilisateur final. Fondamentalement, une plus grande masse de charbon actif et un débit de vide accru sont nécessaires. Cependant, il n'est pas toujours possible d'ajouter du charbon actif supplémentaire. En général, les cuves de charbon actif n'ont pas de volume libre disponible. Dans les scénarios où il n'est pas possible de remplacer les cuves de charbon par des unités plus grandes, le temps pendant lequel chaque cuve est en phase d'adsorption peut être ajusté, dans les limites de la conception, pour s'assurer que les limites d'émission ne sont pas dépassées vers la fin de chaque cycle.
Dans de nombreux cas, il devient avantageux de remplacer les pompes à vide à anneau liquide (LRVP) et les systèmes d'étanchéité par des pompes sèches. La LRVP (modélisée à la figure 3) est alors remplacée par une pompe sèche à vis ou à palettes, adaptée spécifiquement aux conditions physiques présentes dans le procédé et sur le site. Autrefois considérés comme une forme robuste d'alimentation en vide, les systèmes " humides " nécessitent généralement une maintenance plus onéreuse car le fluide d'étanchéité doit être maintenu dans une composition constante pour fonctionner correctement. Aujourd'hui, grâce aux progrès réalisés en matière de conception et de capacité, les pompes à vide sèches deviennent plus polyvalentes et peuvent fonctionner de manière fiable dans des conditions extrêmes et à des températures variables grâce à l'injection d'essence ou au traçage thermique pour la gestion de la température. Le moment idéal pour intégrer ces systèmes supplémentaires est la rénovation de l'URV. L'utilisation croissante d'essence à l'éthanol est une autre raison qui pousse les exploitants à remplacer les pompes LRVP par des pompes à vis. Le liquide d'étanchéité des LRVP est contaminé par l'éthanol pendant l'utilisation - et se dilue rapidement jusqu'à un niveau qui réduit la capacité effective des pompes. Une pompe à vis sèche ne souffre pas de ces problèmes.
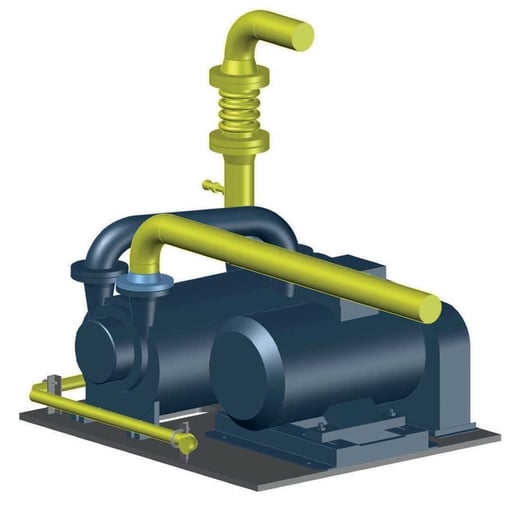
Figure 3. LRVP.
Lorsque la capacité de l'URV a été augmentée, il est aussi généralement nécessaire d'augmenter la capacité de la pompe à vide, car les hydrocarbures adsorbés doivent maintenant être régénérés en un temps plus court. Pour une unité de récupération des vapeurs à faible émission, la pompe à vide doit être capable d'atteindre des vides relativement faibles, de 50 à 35mbara, tout en régénérant le lit de carbone en un temps beaucoup plus court. Ceci peut être réalisé en remplaçant le système de pompe à vide existant par un système de plus grande capacité. L'aspect négatif de la réduction du temps d'adsorption est que la durée de vie du charbon est réduite en raison du plus grand nombre de cycles de régénération dans un temps donné.
L'augmentation de la capacité de vide entraîne des modifications des équipements suivants dans l'unité de récupération des vapeurs, en aval de la pompe à vide. Par exemple, dans les unités de récupération des vapeurs dotées d'une pompe à vide à anneau liquide, le séparateur de glycol (figure 4) devra également être modernisé avec une cuve plus grande pour accueillir la plus grande capacité de débit requise par une pompe à vide à anneau liquide de plus grande capacité, qui a été redimensionnée pour accueillir le débit de vapeur accru.
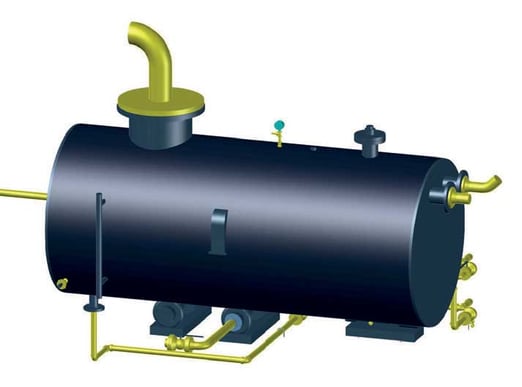
Figure 4. Un séparateur de glycol.
La tour d'absorption peut également devoir être remplacée pour s'adapter à des capacités de pompe à vide plus élevées ou à des modifications des propriétés de l'absorbant : température et pression de vapeur. L'efficacité de l'absorption est directement liée aux caractéristiques physiques de l'absorbant (température et pression de vapeur), au débit d'absorbant et de gaz (vapeur), ainsi qu'au diamètre et à la hauteur de l'absorbeur, qui devront tous être revus et éventuellement augmentés lorsqu'une pompe à vide plus puissante sera installée.
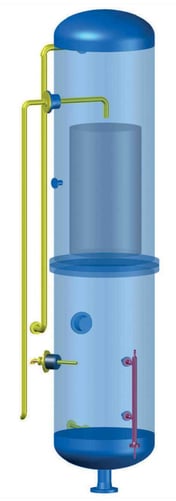
Le remplacement complet de la tour d'absorption est coûteux ; les options alternatives peuvent inclure l'ajout d'une vanne de contrôle de la pression dans la ligne de recyclage de la colonne d'absorption vers les lits de carbone. Cette vanne peut être dimensionnée pour maintenir une pression de fonctionnement dans la tour d'absorption afin d'améliorer les performances du procédé. Il faut également tenir compte des facteurs secondaires, tels que l'augmentation des températures dans la décharge de la pompe à vide, qui peut ensuite nécessiter un refroidissement supplémentaire, peut-être sous la forme d'une injection d'essence ou, dans le cas d'un système humide, d'une augmentation de la taille de l'échangeur de chaleur installé.
Outre l'augmentation de la capacité et la réduction des émissions d'hydrocarbures, la modernisation des unités de récupération des vapeurs peut également offrir un contrôle, des fonctionnalités, une polyvalence et une sécurité accrus à l'utilisateur final. Cela peut se faire par l'ajout de pompes à vide supplémentaires pour la redondance, de nouvelles mises à niveau CIM/CEM et d'analyseurs pour un contrôle précis des émissions, de vannes et d'actionneurs améliorés, et de transmetteurs de température, de pression et de niveau. Les nouveaux équipements peuvent être intégrés de manière transparente à un système PLC/HMI amélioré, associé à une théorie de contrôle sur mesure, afin de réduire les risques d'incident lié à des émissions élevées. Un autre avantage du remplacement de l'équipement existant est qu'il élimine le problème des équipements qui ne sont plus pris en charge par l'équipementier, notamment en ce qui concerne les systèmes PLC/HMI.
Figure 6. Modifications du patin de la tuyauterie.
La maintenance de l'URV rénovée est tout aussi importante que la sélection du bon fournisseur et l'ingénierie réalisée pendant la rénovation. Le charbon actif des URV à faibles émissions est soumis à une plus grande force mécanique et, dans certains cas, à des produits chimiques indésirables, qui empêchent l'adsorption. Il est donc impératif de respecter les intervalles d'entretien recommandés et de tester périodiquement le charbon actif, afin de limiter le risque de dommages continus qui pourraient entraîner une défaillance soudaine.
La rénovation d'une unité de récupération des vapeurs est un compromis solide pour les exploitants qui cherchent à augmenter la capacité du terminal tout en restant conformes aux normes d'émission, ou pour les exploitants qui cherchent à se conformer à la nouvelle réglementation sur les émissions de HC sans avoir à investir dans une nouvelle URV. Malgré le remplacement important de l'équipement requis, la rénovation d'une unité de récupération des vapeurs reste une solution plus rentable que l'installation d'une toute nouvelle unité dans de nombreux scénarios.
Une rénovation réussie de l'URV nécessite une expérience significative, comme celle de Zeeco, avec une grande variété de systèmes URV en raison des interactions complexes de l'équipement dans l'ensemble du système. Zeeco peut également offrir un service sur l'équipement qui n'a pas été fourni à l'origine par eux.
Pour plus d'informations
Cet article a été rédigé par Tom Olver, ingénieur technico-commercial, projection et démarrage pour Zeeco Europe.
Télécharger l'article