Par Gayla Broostin, septembre 2022
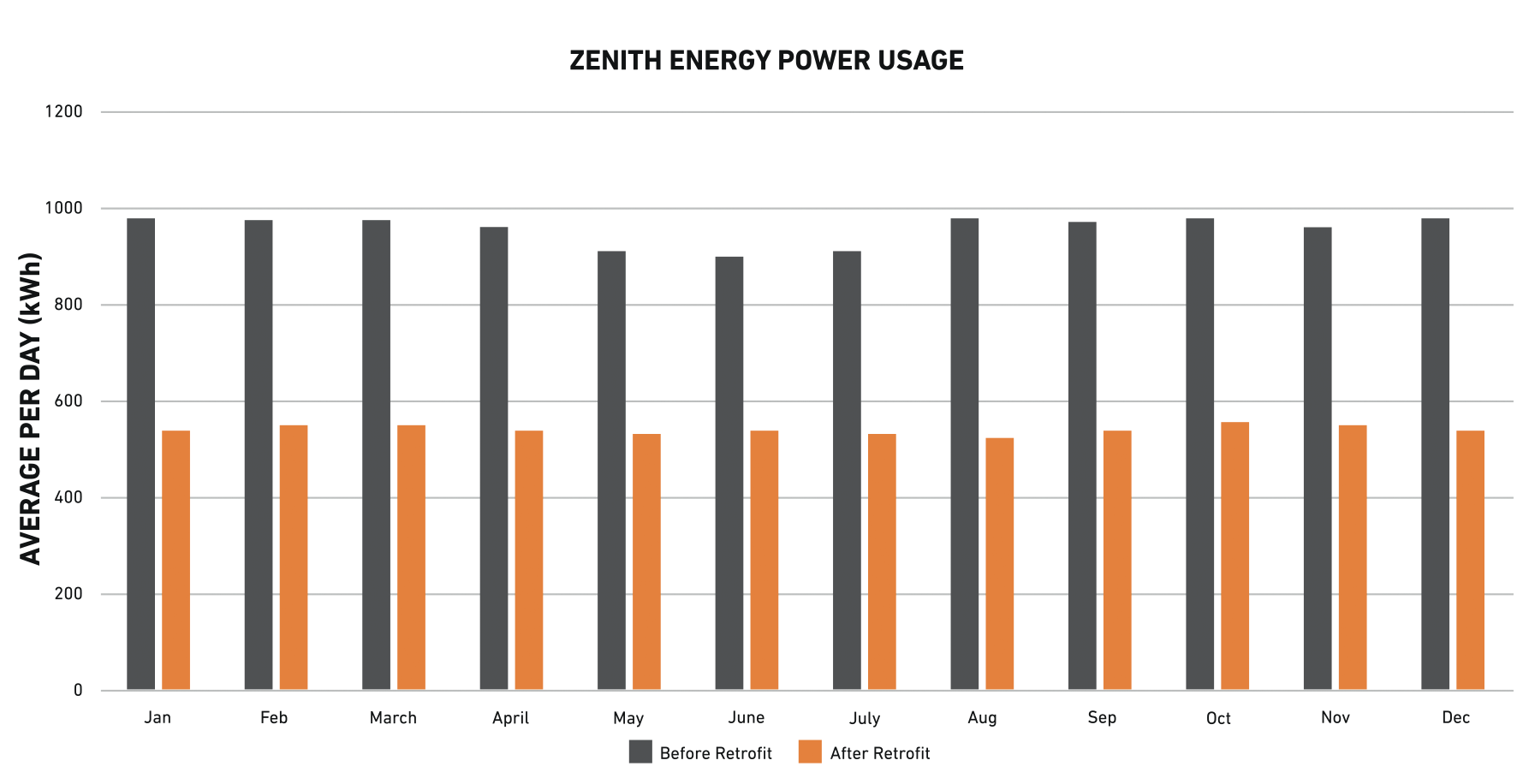
Consommation d'énergie de Zenith Energy avant et après Zeeco Retrofit
Contexte
Les systèmes de récupération des vapeurs dans les installations de stockage en réservoir sont utilisés depuis plus de 40 ans et ont été développés pour répondre aux réglementations environnementales, principalement en ce qui concerne le contrôle des émissions de composés organiques volatils (COV) générées lors du transfert de produits pétroliers. Le traitement des vapeurs peut également être nécessaire en raison de problèmes d'odeurs ou d'exposition à des substances toxiques.
Au fil des ans, les équipements de contrôle des vapeurs ont connu de nombreuses évolutions et améliorations, non seulement au niveau de la conception, des processus et de l'efficacité des unités, mais aussi de la capacité à réduire les émissions. Cet article décrit comment Zeeco a aidé une installation de stockage de réservoirs à apporter des améliorations stratégiques à son unité de récupération des vapeurs (URV) existante. Ces améliorations ont permis de renforcer la fiabilité du système tout en réduisant les coûts d'exploitation et l'empreinte carbone.
Situation
Les systèmes d'URV à charbon actif sont largement utilisés dans les installations de stockage en réservoir. Une unité à charbon actif est essentiellement un grand système de filtration. Les vapeurs du réservoir sont acheminées vers un lit de charbon actif qui élimine les hydrocarbures de la vapeur par un processus appelé adsorption. Lorsque le lit est saturé d'hydrocarbures, il est isolé et d'autres vapeurs sont acheminées vers un second lit de charbon propre.
Le premier lit de charbon est nettoyé par un processus appelé régénération en créant un vide à l'intérieur du lit, ce qui fait que les hydrocarbures adsorbés sont libérés du charbon actif et retirés du lit. Une ou plusieurs pompes à vide sont nécessaires pour régénérer le lit et déplacer le flux de vapeur, maintenant riche en hydrocarbures, vers une colonne d'absorption. Dans la colonne d'absorption, un liquide hydrocarboné (généralement de l'essence) entre en contact avec le flux de vapeur riche pour condenser une grande partie des hydrocarbures en phase vapeur dans un liquide. Le liquide absorbant, qui contient maintenant les hydrocarbures récupérés, est renvoyé dans le réservoir de stockage de l'absorbant. En moyenne, une URV typique à lit de carbone peut récupérer environ 1 à 2 gallons d'essence pour 1 000 gallons d'essence chargés.
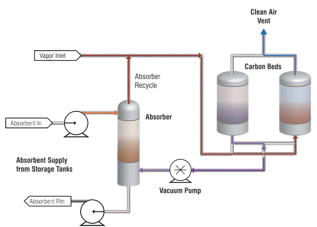
Figure 1 - Schéma de l'URV à charbon actif
Défi
Le vieillissement de nombreuses installations de chargement a créé des opportunités pour mettre les anciens équipements de contrôle des vapeurs aux normes actuelles. Les marchés de la distribution d'essence ont également connu une croissance significative, ce qui a poussé de nombreux opérateurs de terminaux à rechercher des solutions pour l'expansion de leurs installations. On réfléchit également davantage à la manière dont les améliorations peuvent non seulement améliorer les opérations et la capacité, mais aussi réduire les émissions et l'empreinte carbone.
En 2020, un terminal de stockage de Zenith Energy situé dans le nord-est des États-Unis a contacté Zeeco au sujet de problèmes avec son URV à charbon actif. Le terminal a une capacité de stockage de près de 400 000 barils pour le biodiesel, le butane, les distillats, l'éthanol et l'essence. Zenith Energy recherchait des solutions qui lui permettraient d'augmenter les capacités de chargement globales et de réduire l'empreinte environnementale/énergétique et les coûts d'exploitation.
Le principal problème de cette ancienne URV était la pompe à vide à anneau liquide (LRVP) du système et son équipement auxiliaire. Comme leur nom l'indique, les LRVP reposent sur le maintien d'un anneau de liquide à l'intérieur du corps de pompe. Ce liquide, souvent appelé fluide d'étanchéité, est un mélange d'eau et d'additifs chimiques nécessaires à la protection contre le gel et la corrosion. Une maintenance fréquente est nécessaire pour maintenir le liquide d'étanchéité à un niveau et un mélange appropriés.
Les vapeurs sortant de la pompe à vide contiendront une certaine quantité de liquide d'étanchéité et devront être acheminées vers un séparateur. Le fluide d'étanchéité provenant du séparateur doit ensuite être réacheminé vers la pompe à vide. Un échangeur de chaleur est également nécessaire pour refroidir le fluide d'étanchéité récupéré avant qu'il ne puisse être renvoyé dans la pompe à vide. Voir la figure 2 pour les composants d'un système de traitement du liquide de joint.
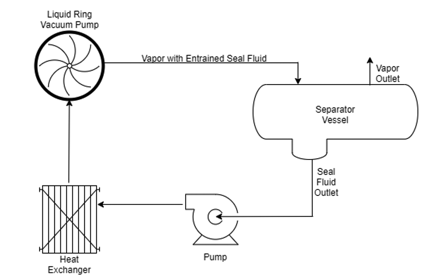
Figure 2 - Boucle de fluide d'étanchéité LRVP
Les problèmes de maintenance courants liés aux systèmes LRVP sont les suivants :
- Traitement régulier du fluide d'étanchéité avec des additifs coûteux
- Contrôle et remplacement du liquide d'étanchéité consommé
- Détérioration des additifs du fluide d'étanchéité lorsque celui-ci est exposé à la vapeur d'éthanol.
- Élimination du liquide d'étanchéité usagé
- Réparation/remplacement des internes de l'échangeur de chaleur en raison de la corrosion.
- Reconstruction du LRVP LRVP requis à intervalles réguliers
- Entretien de la pompe à fluide d'étanchéité
Un autre défi du fonctionnement des LRVP est que ces pompes doivent fonctionner en permanence à la vitesse maximale prévue et ne peuvent pas être réduites ou fonctionner à des taux réduits. Cela entraîne une consommation d'énergie plus élevée que nécessaire et une maintenance plus fréquente des pompes à vide.
Le VRU LRVP de cet emplacement a connu plusieurs des besoins d'entretien énumérés ci-dessus. De plus, étant donné que le système de l'URV utilisait l'ancienne technologie du PVLR qui ne pouvait pas être réduite, il consommait constamment beaucoup d'énergie, même pendant les périodes de charge réduite au terminal.
Comme ce terminal ne disposait que d'une seule URV, la maintenance du système ou un arrêt imprévu obligeait le terminal à cesser la plupart des opérations de transfert. Cela entraînait une perte de revenus importante et des difficultés dans la chaîne d'approvisionnement en aval.
Solution
Les exploitants du terminal ont demandé aux experts de Zeeco de leur proposer des solutions qui leur permettraient d'augmenter le volume et la vitesse de leurs opérations de chargement, de réduire leurs coûts d'exploitation et de maintenance et de satisfaire aux futures exigences en matière d'émissions. La solution doit également être rentable et mise en œuvre sans interrompre les opérations du terminal.
ZeecoLe plan de modernisation de l'entreprise comprenait un certain nombre de recommandations visant à aider les exploitants du terminal à atteindre leurs objectifs. La principale modification consisterait à remplacer le LRVP existant et ses équipements auxiliaires par une pompe à vide à vis sèche à la pointe de la technologie. La pompe à vide à vis sèche est plus efficace et élimine le besoin d'un fluide d'étanchéité et de son séparateur auxiliaire, d'une pompe et d'un échangeur de chaleur.
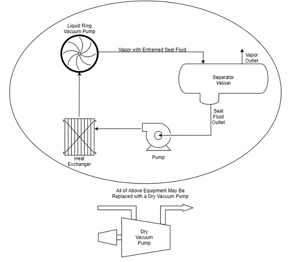
Figure 3 - Composants de la pompe à vide LRVP par rapport à la pompe à vide sèche
En outre, la pompe à vide à vis sèche peut être réduite par un entraînement à fréquence variable lorsque la capacité de vide maximale n'est pas nécessaire. Ces changements ont non seulement amélioré les inefficacités de l'ancienne pompe à vide à liquide, mais ont également éliminé les équipements et services supplémentaires nécessaires au fonctionnement de la pompe, ce qui a permis de réduire la maintenance, les coûts des services publics et les temps d'arrêt.
ZeecoL'équipe de Global Field Services a également recommandé de remplacer plusieurs vannes non étanches, de remplacer les pressostats et les thermostats par des transmetteurs, et d'installer un nouvel automate programmable avec une interface homme-machine (IHM) pour faciliter l'utilisation et la surveillance de l'URV. Le remplacement des vannes a permis d'améliorer l'efficacité de la récupération, tandis que l'installation des nouveaux transmetteurs et de l'automate programmable a permis un contrôle plus précis du processus. La programmation du nouvel automate a également permis à l'URV de passer en mode "économie d'énergie" pendant les périodes de faible utilisation, ce qui réduit considérablement la consommation d'énergie et allonge sensiblement les intervalles de maintenance.
L'ajout du nouvel automate et de l'IHM a également permis au système d'enregistrer des données historiques telles que l'historique des alarmes, les heures de fonctionnement de la pompe, les niveaux de concentration et les pressions des émissions de sortie, ainsi que les tendances en matière de vide et de température. Cela a permis de générer des programmes de maintenance plus précis pour les composants individuels du système en fonction des heures et des cycles de fonctionnement. Les informations sur les alarmes et les tendances des données étaient également précieuses pour identifier les problèmes opérationnels et les dépanner.
À l'hiver 2020, Zeeco a commencé la modernisation et a fourni aux opérateurs du terminal un ZEECO® Zephyr™ ; une unité de combustion des vapeurs (VCU) montée sur remorque qui fait partie de la vaste flotte de location de Zeeco's. Le Zephyr est conçu pour réaliser une combustion sans fumée pour une large gamme de débits avec une efficacité de destruction des COV de 99 % ou plus. En utilisant le Zephyr, Zeeco a pu réacheminer 100 % des vapeurs de l'URV vers le VCU, où elles ont été brûlées en toute sécurité. Cela a permis au terminal de maintenir la sécurité du personnel et des clients, de respecter les réglementations environnementales et de continuer à fonctionner à sa capacité habituelle pendant les travaux sur l'URV.

Illustration 1 - Unité de combustion Zephyr™ en service pendant la réalisation des améliorations sur le VRU
Résultats
Les mises à niveau du système ont permis d'améliorer considérablement le fonctionnement de l'URV, avec un débit plus élevé et une fiabilité accrue. Le mode d'économie d'énergie a également permis de réduire la consommation d'électricité de l'URV de plus de 40 % (voir la figure 3). Les niveaux d'émissions ont également été réduits de manière significative, ce qui permet à l'unité de se conformer aux réglementations plus strictes qui devraient être mises en œuvre à l'avenir. Ces améliorations sont également conformes aux critères environnementaux, sociaux et de gouvernance (ESG) actuels. D'un point de vue financier, la mise à niveau a également été un succès. Le retour sur investissement (ROI) pour la modernisation complète a été de moins de deux ans.
Zenith a pris l'initiative d'améliorer son système VRU et en a profité dans de nombreux domaines, sans nécessiter de temps d'arrêt pour l'installation.
Figure 3 : Utilisation de l'énergie de Zenith Energy avant et après la rénovation.