
Contrôle efficace des émissions
Lorsque la conformité est essentielle et que l'efficacité prime, les oxydateurs thermiques régénératifs (RTO) Zeecosont la solution idéale. Conçus pour les industries générant des émissions de COV dilués, nos RTO éliminent les polluants avec un rendement thermique exceptionnel, tout en réduisant les coûts d'exploitation et en contribuant à la réalisation des objectifs environnementaux.
Pourquoi choisir un organisme de formation agréé (RTO) ?
Les oxydateurs thermiques régénératifs (RTO) sont la solution idéale pour traiter des flux d'air à faible concentration et à grand débit, là où d'autres systèmes de combustion s'avèrent insuffisants. En récupérant et en réutilisant la chaleur, les RTO réduisent les besoins en combustible tout en maintenant un taux d'élimination par destruction (DRE) de 99 % ou plus.
Principales caractéristiques et avantages
- >Efficacité de destruction de 99 %
- 97 % de récupération d'énergie thermique (TER)
- Limites d'émissions de NOx et de CO
- Conception nécessitant peu d'entretien
- Commandes avancées
- Configurations modulaires standardisées (1 000 – 100 000 Nm3/h)
- Conceptions à plusieurs chambres
- Configuration personnalisée
Comment ça marche ?
Les oxydateurs thermiques régénératifs détruisent les COV en chauffant les gaz résiduaires à une température comprise entre 850° et 1 150°C (1 562°–2 102°F) dans une chambre de combustion à haute température. Lorsque les gaz traversent des lits céramiques avant et après la combustion, la chaleur est absorbée puis transférée à l’air entrant, ce qui réduit considérablement la consommation de combustible. Un système de vannes inverse périodiquement le sens du flux d’air afin de maintenir un taux de récupération d’énergie thermique pouvant atteindre 97 %. Une fois que des températures stables sont atteintes, le fonctionnement autothermique peut commencer, éliminant ainsi le besoin d’un apport continu de combustible lorsque les concentrations en COV sont supérieures à 3,5 g/Nm³, en fonction de la composition des gaz résiduaires.

Secteurs d'activité qui ont recours aux RTO
- Usines chimiques et pétrochimiques
- Installations de peinture, de revêtement et d'impression
- Fabrication de semi-conducteurs et d'électronique
- Transformation des aliments et des boissons
- Production pharmaceutique et des soins de santé
Étude de cas sur la charge en COV
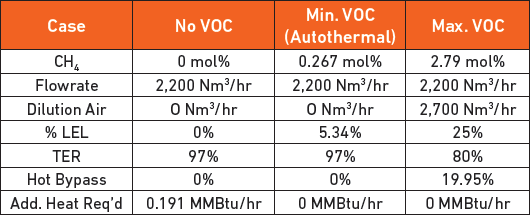
Ce tableau présente trois cas différents de charge en COV avec le système RTO standard Zeeco. À 0 % de méthane, le RTO est conçu pour atteindre le TER maximal, tout en ne nécessitant que 0,191 MMBtu/h de chaleur supplémentaire pour maintenir les températures de fonctionnement. À 0,267 % de méthane, le système est autosuffisant. À 25 % de la LIE, nous optimisons le système en adaptant la conception des médias filtrants et en utilisant une dérivation à chaud. Cela permet à Zeeco proposer un système de même taille pour tous les cas de figure.
Autres équipements en kit
- Dérivation à chaud
- Dérivation du système
- Plates-formes et échelles
- Épurateurs de gaz acides
- Filtration des particules
- Conduits
- Concentateur
- Tambour d'assaut
- Réduction catalytique sélective
Global Field Services
- Installation
- Mise en service et mise en fonctionnement
- Formation
- Entretien préventif
- Inspections des équipements
- Réglage et optimisation du système
Optimisation de la conception et des performances des RTO
Le Centre technologique mondial Zeeco, situé à Broken Arrow, dans l’Oklahoma (États-Unis), abrite la plus grande installation au monde dédiée aux essais de combustion et à la recherche à l’échelle industrielle. Nous y travaillons en étroite collaboration avec nos clients afin de perfectionner la conception des équipements et d’atteindre, voire de dépasser, les objectifs de performance fixés. Que vous ayez besoin de données d’essais sur des échantillons de déchets, d’une surveillance des cheminées, d’une évaluation des performances des brûleurs, d’une formation sur les équipements ou de tout autre service, Zeeco des outils et des ressources nécessaires pour vous proposer une solution complète.